



Timanttilangan leikkaustekniikka tunnetaan myös nimellä konsolidoiva hiomaleikkaustekniikka. Se on galvanointi- tai hartsisidontamenetelmä, jossa timanttihioma-aine kiinnitetään teräslangan pintaan ja timanttilanka vaikuttaa suoraan piitangon tai -harkon pintaan hioen ja saavuttaen leikkaavan vaikutuksen. Timanttilangan leikkaukselle on ominaista nopea leikkausnopeus, korkea leikkaustarkkuus ja pieni materiaalihävikki.
Tällä hetkellä timanttilangalla leikattavien piikiekkojen monokristallimarkkinat ovat täysin hyväksyttyjä, mutta myynninedistämisprosessissa on myös ilmennyt samettivalkoisuutta, josta yleisin ongelma on samettivalkoisuus. Tämän vuoksi tässä artikkelissa keskitytään siihen, miten timanttilangalla leikattavien monokiteisten piikiekkojen samettivalkoisuusongelmat voidaan estää.
Timanttilangalla leikkaavan monokiteisen piikiekon puhdistusprosessissa poistetaan lankasahalla leikattu piikiekko hartsilevystä, poistetaan kuminauha ja puhdistetaan piikiekko. Puhdistuslaitteet ovat pääasiassa esipuhdistuskone (limanpoistokone) ja puhdistuskone. Esipuhdistuskoneen pääasiallinen puhdistusprosessi on: syöttö-ruiskutus-ruiskutus-ultraäänipuhdistus-limanpoisto-puhdas vesihuuhtelu-aliruoansyöttö. Puhdistuskoneen pääasiallinen puhdistusprosessi on: syöttö-puhdas vesihuuhtelu-puhdas vesihuuhtelu-emäspesu-emäspesu-puhdas vesihuuhtelu-puhdas vesihuuhtelu-esidehydraatio (hidas nosto)-kuivaus-syöttö.
Yksikiteisen sametin valmistuksen periaate
Monokiteinen piikiekko on ominaista monokiteisen piikiekon anisotrooppiselle korroosiolle. Reaktioperiaate on seuraava kemiallinen reaktioyhtälö:
Si + 2NaOH + H2O = Na2SiO3 + 2H2↑
Pohjimmiltaan mokkanahan muodostumisprosessi on seuraava: NaOH-liuos aiheuttaa erilaisia korroosionopeuksia kidepinnoilla, (100) pinnan korroosionopeus on suurempi kuin (111) pinnan korroosionopeus, joten (100) monokiteiselle piikiekolle anisotrooppisen korroosion jälkeen muodostuu lopulta pinnalle (111) nelisivuinen kartio, eli "pyramidi"-rakenne (kuten kuvassa 1 on esitetty). Rakenteen muodostumisen jälkeen, kun valo osuu pyramidin kaltevuuteen tietyssä kulmassa, valo heijastuu kaltevuuteen toisessa kulmassa, muodostaen toissijaisen tai suuremman absorption, mikä vähentää piikiekon pinnan heijastavuutta eli valonloukkuvaikutusta (katso kuva 2). Mitä parempi "pyramidi"-rakenteen koko ja tasaisuus, sitä selvempi loukkuvaikutus on ja sitä pienempi piikiekon pintasäteily.
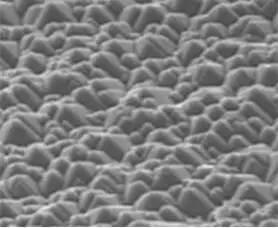
Kuva 1: Monokiteisen piikiekon mikromorfologia alkalituotannon jälkeen
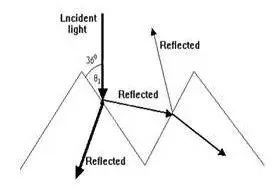
Kuva 2: ”Pyramidi”-rakenteen valonloukkuperiaate
Yksittäisen kiteen valkaisun analyysi
Valkoisen piikiekon pyyhkäisyelektronimikroskoopilla havaittiin, että valkoisen kiekon pyramidirakenne ei ollut muodostunut kyseisellä alueella ja pinnalla näytti olevan "vahamaisen" jäännöksen kerros, kun taas mokkanahan pyramidirakenne saman piikiekon valkoisella alueella oli muodostunut paremmin (katso kuva 3). Jos monokiteisen piikiekon pinnalla on jäämiä, pinnalla on jäännösalueen "pyramidi"-rakenteen koko ja tasaisuus, eikä normaalin alueen vaikutus ole riittävä. Tämän seurauksena jäännöspinnan heijastavuus on normaalia aluetta suurempi. Alue, jolla on korkea heijastavuus verrattuna normaaliin alueeseen, heijastuu visuaalisesti valkoisena. Kuten valkoisen alueen jakautumismuodosta voidaan nähdä, se ei ole säännöllinen tai säännöllisen muotoinen laajoilla alueilla, vaan vain paikallisilla alueilla. Piikiekon pinnan paikallisia epäpuhtauksia ei ole puhdistettu, tai piikiekon pintatilanteen aiheuttaa toissijainen epäpuhtaus.
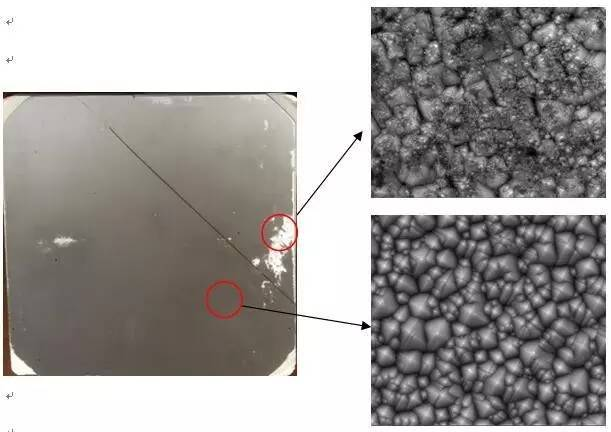
Kuva 3: Samettivalkoisten piikiekkojen alueellisten mikrorakenneerojen vertailu
Timanttilangalla leikkaavan piikiekon pinta on sileämpi ja vauriot ovat pienemmät (kuten kuvassa 4 on esitetty). Laastilla leikkaavaan piikiekkoon verrattuna alkalin ja timanttilangalla leikkaavan piikiekon pinnan reaktionopeus on hitaampi kuin laastilla leikkaavassa monokiteisessä piikiekossa, joten pintajäämien vaikutus samettiefektiin on selvempi.
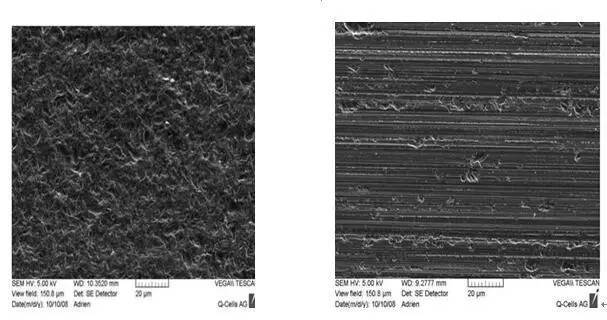
Kuva 4: (A) Laastilla leikatun piikiekon pintamikrokuva (B) Timanttilangalla leikatun piikiekon pintamikrokuva
Timanttilangalla leikatun piikiekon pinnan tärkein jäännöslähde
(1) Jäähdytysneste: Timanttilangan leikkausjäähdytysnesteen pääkomponentteja ovat pinta-aktiivinen aine, dispergointiaine, vaahtoa poistava aine sekä vesi ja muut komponentit. Leikkausnesteellä on erinomainen suorituskyky, hyvä suspensio- ja dispersiokyky sekä helppo puhdistettavuus. Pinta-aktiivisilla aineilla on yleensä paremmat hydrofiiliset ominaisuudet, mikä on helppo puhdistaa piikiekon puhdistusprosessissa. Näiden lisäaineiden jatkuva sekoittaminen ja kierrätys vedessä tuottaa suuren määrän vaahtoa, mikä johtaa jäähdytysnesteen virtauksen vähenemiseen ja vaikuttaa jäähdytystehoon sekä vakaviin vaahto- ja jopa vaahdon ylivuoto-ongelmiin, jotka vaikuttavat merkittävästi käyttöön. Siksi jäähdytysnesteen kanssa käytetään yleensä vaahdonestoainetta. Vaahdonestokyvyn varmistamiseksi perinteinen silikoni ja polyeetteri ovat yleensä huonosti hydrofiilisiä. Vedessä oleva liuotin imeytyy helposti ja jää piikiekon pinnalle myöhemmän puhdistuksen aikana, mikä johtaa valkoisten läikkien muodostumiseen. Ja se ei ole hyvin yhteensopiva jäähdytysnesteen pääkomponenttien kanssa, Siksi se on tehtävä kahdesta komponentista, Pääkomponentit ja vaahdonestoaineet lisätään veteen. Käytön aikana vaahtoamistilanteen mukaan ei voida määrällisesti kontrolloida vaahdonestoaineiden käyttöä ja annostusta, Vaahdonestoaineiden yliannostus voi helposti johtaa piikiekon pinnan jäämien lisääntymiseen, Se on myös hankalampi käyttää, Raaka-aineiden ja vaahdonestoaineiden raaka-aineiden alhaisen hinnan vuoksi, Siksi useimmat kotimaiset jäähdytysnesteet käyttävät tätä kaavajärjestelmää; Toinen jäähdytysneste käyttää uutta vaahdonestoainetta, Voidaan yhdistää hyvin pääkomponentteihin, Ei lisäaineita, Voidaan tehokkaasti ja määrällisesti kontrolloida sen määrää, Voidaan tehokkaasti estää liiallinen käyttö, Harjoitukset ovat myös erittäin käteviä, Asianmukaisella puhdistusprosessilla sen jäämät voidaan pitää hyvin alhaisina, Japanissa ja muutamissa kotimaisissa valmistajissa tämä kaavajärjestelmä on käytössä, Kuitenkin sen korkeiden raaka-ainekustannusten vuoksi sen hintaetu ei ole ilmeinen.
(2) Liima-hartsiversio: timanttilangan leikkausprosessin myöhemmässä vaiheessa sisääntulopään lähellä oleva piikiekko on leikattu etukäteen läpi. Ulostulopään piikiekkoa ei ole vielä leikattu läpi. Varhain leikattu timanttilanka on alkanut leikata kumikerrosta ja hartsilevyä. Koska sekä piitankoliima että hartsilevy ovat epoksihartsivalmisteita, sen pehmenemispiste on pääasiassa 55–95 ℃. Jos kumikerroksen tai hartsilevyn pehmenemispiste on alhainen, se voi helposti kuumentua leikkausprosessin aikana ja aiheuttaa sen pehmenemisen ja sulamisen. Kiinnittyneet teräslankaan ja piikiekon pintaan voivat heikentää timanttilangan leikkauskykyä. Tai piikiekot värjäytyvät hartsilla. Kiinnittymisen jälkeen niitä on erittäin vaikea pestä pois. Tällainen kontaminaatio esiintyy enimmäkseen piikiekon reunan lähellä.
(3) piijauhe: Timanttilangalla leikattaessa syntyy paljon piijauhetta. Leikkauksen aikana laastin jäähdytysnesteen jauhepitoisuus kasvaa jatkuvasti. Kun jauhe on riittävän karkeaa, se tarttuu piipintaan. Timanttilangalla leikattu piijauheen koko ja koko tekevät siitä helpommin adsorboituvan piipintaan, mikä vaikeuttaa puhdistusta. Siksi on varmistettava jäähdytysnesteen laatu ja vähennettävä jäähdytysnesteen jauhepitoisuutta.
(4) puhdistusaine: Nykyään timanttilangan leikkausta käyttävät valmistajat käyttävät enimmäkseen laastileikkausta samanaikaisesti. Yleensä käytetään laastileikkauksen esipesua, puhdistusprosessia ja puhdistusainetta. Yksittäinen timanttilangan leikkaustekniikka muodostaa täydellisen linjan, jäähdytysnesteen ja laastileikkauksen, joten vastaavan puhdistusprosessin, puhdistusaineen annostuksen, koostumuksen jne. tulisi olla timanttilangan leikkausta varten. Tee vastaavat säädöt. Puhdistusaine on tärkeä näkökohta. Alkuperäisen puhdistusaineen koostumus on pinta-aktiivinen aine, eikä emäksisyys sovellu timanttilangan leikkauspiikiekkojen puhdistukseen. Timanttilangan pinnan koostumus ja pintajäämät tulisi ottaa huomioon puhdistusprosessissa. Kuten edellä mainittiin, vaahdonestoaineen koostumusta ei tarvita laastileikkauksessa.
(5) Vesi: timanttilangan leikkaus-, esipesu- ja puhdistusvedessä on epäpuhtauksia, ja se voi tarttua piikiekon pintaan.
Vähennä samettisten hiusten valkoiseksi tekemisen ongelmaa ehdotuksilla
(1) Jäähdytysnesteen käyttämiseksi hyvällä dispersiolla, ja jäähdytysnesteen on käytettävä vähäjäämäistä vaahdonestoainetta jäähdytysnesteen komponenttien jäännösten vähentämiseksi piikiekon pinnalla;
(2) Käytä sopivaa liimaa ja hartsilevyä piikiekon saastumisen vähentämiseksi;
(3) Jäähdytysneste laimennetaan puhtaalla vedellä sen varmistamiseksi, ettei käytetyssä vedessä ole helposti irtoavia epäpuhtauksia;
(4) Käytä timanttilangasta leikatun piikiekon pinnalle aktiivisuudeltaan ja puhdistusteholtaan sopivampaa puhdistusainetta;
(5) Käytä timanttilinjan jäähdytysnesteen online-talteenottojärjestelmää vähentääksesi piijauheen määrää leikkausprosessissa, jotta piijauheen jäämiä piikiekon pinnalla voidaan tehokkaasti hallita. Samalla se voi myös parantaa veden lämpötilaa, virtausta ja aikaa esipesussa, jotta piijauhe pestään ajoissa.
(6) Kun piikiekko on asetettu puhdistuspöydälle, se on käsiteltävä välittömästi ja pidettävä piikiekko märkänä koko puhdistusprosessin ajan.
(7) Piikiekko pitää pinnan kosteana liman poiston aikana, eikä se pääse kuivumaan luonnollisesti. (8) Piikiekon puhdistusprosessissa ilmassaoloaikaa voidaan lyhentää mahdollisimman paljon, jotta piikiekon pinnalle ei muodostuisi kukkia.
(9) Siivoushenkilökunta ei saa koskettaa suoraan piikiekon pintaa koko puhdistusprosessin aikana ja heidän on käytettävä kumikäsineitä sormenjälkien muodostumisen välttämiseksi.
(10) Viitteessä [2] akun päässä käytetään vetyperoksidia H2O2 + alkali-NaOH-puhdistusprosessia tilavuussuhteessa 1:26 (3 % NaOH-liuos), mikä voi tehokkaasti vähentää ongelman esiintymistä. Sen periaate on samanlainen kuin puolijohdepiikiekon SC1-puhdistusliuoksen (yleisesti tunnettu nesteenä 1). Sen pääasiallinen mekanismi: piikiekon pinnalle muodostuu hapettumiskalvo, joka muodostuu NaOH:n syövyttämän H2O2:n hapettumisesta, ja hapettuminen ja korroosio tapahtuvat toistuvasti. Näin ollen piijauheeseen, hartsiin, metalliin jne. kiinnittyneet hiukkaset joutuvat myös korroosiokerroksen mukana puhdistusnesteeseen; H2O2:n hapettumisen vuoksi kiekon pinnalla oleva orgaaninen aines hajoaa CO2:ksi ja H2O:ksi ja poistuu. Piikiekkojen valmistajat ovat käyttäneet tätä puhdistusprosessia timanttilangalla leikattujen monokiteisten piikiekkojen puhdistukseen. Kotimaiset ja Taiwanin sekä muut akkuvalmistajat ovat erissä käyttäneet samettivalkoisia piikiekkoja, ja valittaneet samettivalkoisten piikiekkojen eristämisestä. Myös akkuvalmistajat ovat käyttäneet samanlaista sametti-esipuhdistusprosessia, joka myös hallitsee tehokkaasti samettivalkoisen ulkonäköä. Voidaan nähdä, että tätä puhdistusprosessia lisätään piikiekkojen puhdistusprosessiin piikiekkojen jäänteiden poistamiseksi, jotta akun päässä olevien valkoisten hiusten ongelma voidaan tehokkaasti ratkaista.
johtopäätös
Tällä hetkellä timanttilangan leikkaamisesta on tullut tärkein jalostustekniikka yksittäisten kiteiden leikkaamisen alalla, mutta samalla samettin valkoiseksi muuttumisen ongelma on huolestuttanut piikiekkojen ja akkujen valmistajia, minkä vuoksi akkujen valmistajat ovat osoittaneet, että piikiekkojen timanttilangan leikkaaminen aiheuttaa jonkin verran vastustuskykyä. Valkoisen alueen vertailuanalyysin perusteella se johtuu pääasiassa piikiekon pinnalla olevista jäämistä. Jotta piikiekkojen ongelmaa kennossa voitaisiin paremmin estää, tässä artikkelissa analysoidaan piikiekkojen pinnan epäpuhtauksien mahdollisia lähteitä sekä esitetään parannusehdotuksia ja toimenpiteitä tuotannossa. Valkoisten täplien lukumäärän, alueen ja muodon perusteella voidaan analysoida ja parantaa syitä. Erityisesti suositellaan vetyperoksidin ja alkalin käyttöä puhdistusprosessissa. Onnistuneet kokemukset ovat osoittaneet, että se voi tehokkaasti estää piikiekkojen timanttilangan leikkaamisen aiheuttaman samettin valkoiseksi muuttumisen ongelman, mikä on alan sisäpiiriläisten ja valmistajien tiedoksi.
Julkaisun aika: 30.5.2024